- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Katere napake se pogosto pojavljajo v produkcijskem procesu ABA filma Bloning?
2025-04-21
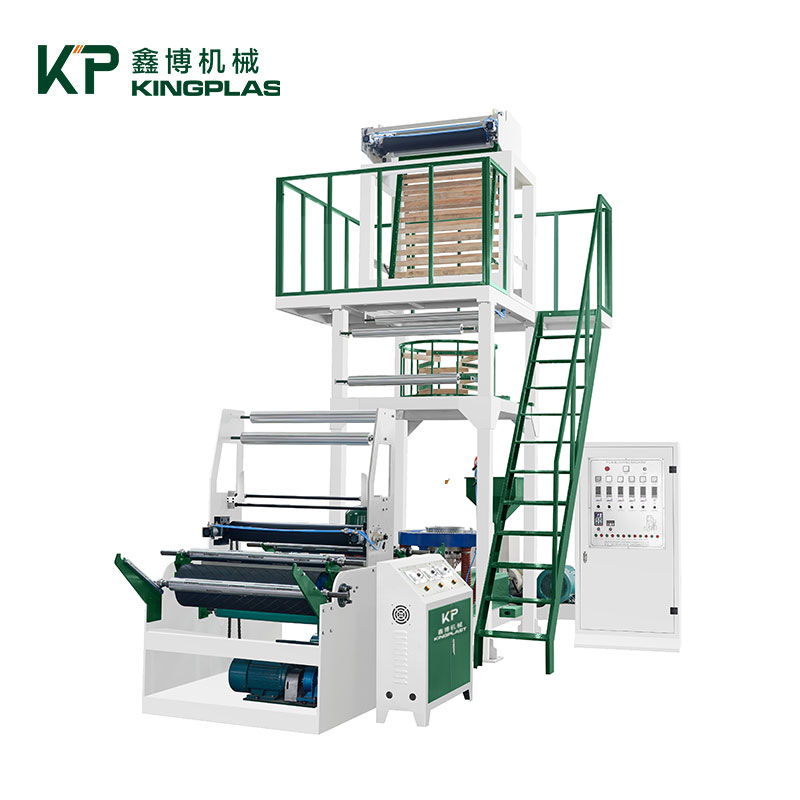
Aba filmski strojje osnovna oprema v postopku proizvodnje plastičnih filmov. Njegova stabilnost in učinkovitost produkcije bo neposredno vplivala na kakovost in proizvodnjo filma. Gre za avtomatizirano opremo, ki se pogosto uporablja v hrani, medicini, kozmetiki in drugih panogah. ABA Film Blowing Machine ima ključno vlogo v številnih panogah, kot so embalaža, kmetijstvo in gradnja. Vendar pa bo v proizvodnem procesu ABA filmski stroj neizogibno naletel na različne napake. Kako pravočasno in učinkovito odpraviti te napake je eden od ključev za izboljšanje učinkovitosti proizvodnje in zagotavljanje kakovosti izdelka. Ta članek bo izvedel poglobljeno analizo težav, s katerimi se v proizvodnem procesu pogosto srečuje s filmom ABA Film, in raziskal, kako diagnosticirati in rešiti te težave.
Katere so pogoste napake ekstruzijskega sistema filma ABApihalni stroj, in kako jih diagnosticirati in rešiti?
Osrednja komponenta filma ABA Film Blowing je ekstruzijski sistem, katerega glavna odgovornost je ogrevanje, taljenje in iztiskanje plastičnih surovin. Zaradi svojega ostrega delovnega okolja mora ekstruder imeti visoko zanesljivost in varnost. Vendar v resničnem proizvodnem procesu ekstruzijski sistem pogosto naleti na različne napake.
Pogoste težave vključujejo: zamašitev vijaka, nenormalno temperaturo sodov in preobremenitev motorja. Zamakna vijaka se običajno pojavi v ekstruderju, medtem ko se v hladilniku in ekstruderju pojavlja nenormalna temperatura soda. Zamakanje vijakov pogosto povzroča tuje snovi, pomešane v surovine ali njihova kakovost ni standardna. Trenutno je treba preveriti kakovost surovin in zagotoviti čistočo vijaka. Nenormalna temperatura sode lahko povzroči aglomeracijo materiala in lepljenje. V tem času je treba zaznati temperaturo sode in odstraniti blokado. Nenormalna temperatura sode lahko povzroči poškodbe ogrevalne komponente ali okvare sistema za nadzor temperature. V tem primeru je treba meriti temperaturo sode in zamenjati poškodovano ogrevalno komponento ali popraviti sistem za nadzor temperature. Preobremenitev motorja lahko povzroči prekomerna obremenitev motorja ali okvara samega motorja. V tem primeru je treba preveriti tok motorja in ustrezno prilagoditi ali zamenjati motor.
Da bi diagnosticirali te napake, lahko razmislimo o naslednjih metodah: najprej preverite kakovost surovin, da zagotovimo, da v surovinah ni tujih predmetov in kakovost je stabilna; Nato uporabite termometer za merjenje temperature v sodu, da zagotovite, da se ohrani v normalnem temperaturnem območju; Na koncu uporabimo ampermeter za zaznavanje toka motorja, da zagotovimo, da ni preobremenjen.
Ko je napaka diagnosticirana, bi morali izvajati ustrezne strategije odziva: za problem zamašitve vijakov je treba očistiti vijak in preveriti kakovost surovin; Kadar je temperatura sode nenormalna, je treba zamenjati ogrevalno komponento ali popraviti sistem za nadzor temperature; Pred težavo s preobremenitvijo motorja je treba prilagoditi obremenitev motorja ali zamenjati motor.
Katere napake so nagnjene k temu, da se v produkciji ABA Film Blowing Machine pojavijo v die Head, in kakšen vpliv ima na kakovost filma?
Glava matrice ni samo izhod ekstruzijskega sistema, ampak tudi ključna povezava v procesu ustvarjanja filma. Pri filmski produkciji, ko okvare izdelkov povzroči nerazumno oblikovanje glave ali nepravilna uporaba, se celotna proizvodna linija pogosto ugasne ali utrpi velike izgube ali pa je celo celotna proizvodna linija odstranjena. Težave z glavo bo neposredno vplivale na kakovost filma.
Pogoste težave z matrico vključujejo: blokada matrice, neprimerno zasnovo pretočnih kanalov in neenakomerna temperatura matrice. Med njimi je blokada matrice najverjetneje mesto za neuspeh. Če je matrica blokirana, lahko povzroči prelomne točke ali neenakomerno debelino filma. V tem času je treba preveriti čistočo matrice in jo očistiti. Krhkost kanala pretoka matrice je glavni vzrok blokade matrice, zato je treba zaznati celovitost in tesnjenje pretočnega kanala. Če pretočni kanal ni pravilno zasnovan, lahko povzroči neenakomerno debelino ali pike filma. Trenutno je treba preveriti zasnovo pretočnega kanala in optimizirati strukturo pretočnega kanala. Neenakomerna temperatura bo povzročila krčenje filma in upogibanje. Trenutno je treba zaznati porazdelitev temperature matrice. Če je temperaturna porazdelitev matrice neenakomerna, lahko povzroči, da se preglednost filma zmanjša ali se pojavi gube. Zato je treba izmeriti temperaturno porazdelitev matrice in ustrezno prilagoditi njeno temperaturo.
Da bi diagnosticirali te napake, lahko razmislimo o naslednjih načinih: najprej zagotovimo čistočo matrice, da preprečimo zamašitev matrice; Nato uporabimo orodje za preverjanje pretoka za preverjanje primernosti zasnove pretočnega kanala; Na koncu uporabimo termometer za merjenje temperaturne porazdelitve matrice za zagotovitev enakomernosti porazdelitve temperature.
Ko se diagnosticira napaka, bi morali izvajati ustrezne strategije odziva: za blokado matrice je treba očistiti matrico; Za nerazumno zasnovo pretočnega kanala je treba optimizirati strukturo pretočnega kanala; Za neenakomerno temperaturo matrice je treba prilagoditi temperaturo matrice.
Če vas zanimajo naši izdelki ali imate kakršna koli vprašanja, vas prosimoe -poštanas.